Форма авторизации
Регистрация
Информация о профиле
Учетные данные
авторизоваться
Дополнительная информация
| Материал | стальной |
|---|---|
| Форма | неравнополочный |
| Размер | 100x63 мм |
| Толщина | 8 мм |
| Способ производства | горячекатаный |
| ГОСТ / ТУ | ГОСТ 8510-86, ГОСТ 8510-87, ГОСТ 8510-93 |
| Марка материала | 3пс, 3сп5 |
| Лидер спроса | Нет |
| Длина | 12 м |
Подробности
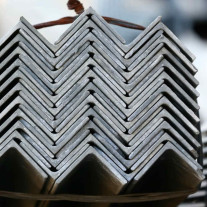
Уголок горячекатаный 100х63х8 мм Ст3пс, Ст3сп5 ГОСТ 8510-86, ГОСТ 8510-87, ГОСТ 8510-93. В наличии на складе компании Метпромко.
Обращайтесь и получите выгодные цены и самую быструю доставку в любой регион России.
Часто задаваемые вопросы
Для сварки металлических уголков существуют несколько распространенных методов. Один из них - дуговая сварка. Для этого требуется сварочный аппарат, электроды и защитный газ. Сначала необходимо очистить поверхности уголков от окислов и загрязнений, затем прикрепить их в нужном положении. Затем сварщик подает ток через электрод, создавая дугу, которая плавит края уголков. Плавящийся металл затем застывает и образует прочное соединение.
Еще одним распространенным методом является газовая сварка. В этом случае используется газовый факел и газовая смесь (обычно ацетилен и кислород). Газовый факел создает высокую температуру, которая позволяет плавить металл уголков. При этом также необходимо очистить поверхности и правильно установить уголки для сварки.
Для загибки уголка металла можно использовать несколько методов. Один из них - применение гибочного станка или гибочного желоба. Уголок устанавливается в соответствующий профиль, затем с помощью пресса или рычага медленно и аккуратно происходит загибка уголка под нужным углом. Второй способ - использование молотка и наковальни. Уголок закрепляется в зажимах или между двумя твердыми поверхностями, затем с помощью молотка и наковальни осуществляется постепенная загибка уголка в нужном направлении. Важно выполнять эту операцию медленно и аккуратно, чтобы избежать перетяжки или повреждения уголка. Третий способ - применение специального гибочного инструмента, такого как гибочные тиски или гибочный станок. Эти инструменты позволяют точно и контролируемо загибать уголок под нужным углом без повреждения материала.
Металлический уголок представляет собой строительный элемент и состоит из листа металла, сложенного таким образом, чтобы образовать угол 90 градусов. Уголок может быть неравнополочным или равнополочным. Неравнополочные уголки имеют две стороны разной ширины, а равнополочные уголки имеют одинаковые стороны. Они могут быть изготовлены из разных типов металла, таких как сталь, алюминий или нержавеющая сталь, и доступны в разных размерах и толщинах.
Для приклеивания уголков можно использовать несколько видов клея, в зависимости от материала уголков и поверхности, на которую они должны быть прикреплены. Для металлических уголков и поверхностей, таких как сталь или алюминий, рекомендуется использовать эпоксидный клей, который обладает высокой прочностью и отличной адгезией. Перед нанесением клея необходимо хорошо очистить поверхности от грязи и жира. Для деревянных уголков можно использовать монтажный клей, который обеспечит прочное соединение. При приклеивании пластиковых уголков рекомендуется выбирать клей, специально предназначенный для пластика, такой как клей на основе цианакрилата.
Для отрезания металлического уголка потребуется следующие шаги:
Используйте маркер или метку для обозначения точки, в которой требуется отрезать уголок.
Закрепите уголок в тиски или другое подходящее крепление, чтобы обеспечить его стабильность во время резки.
Используйте резак или угловую шлифовальную машину с отрезным диском, подходящим для работы с металлом.
Постепенно и осторожно прокатите резак или шлифовальную машину через уголок, направляя его вдоль маркировки.
После отрезания уголка обязательно проверьте край на ровность и при необходимости обработайте острые края с помощью наждачной бумаги.